|
|
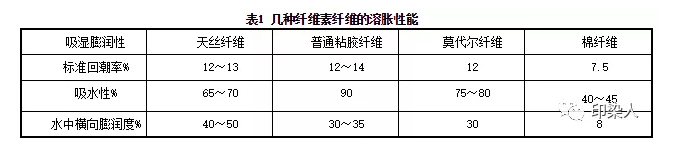
针对棉针织物在染整加工过程尺寸稳定性差易产生褶皱折痕等问题,文中阐述了棉针织物缩水和布面褶皱折痕产生的原因,并从设备和工艺两方面提出了降低棉针织物缩水率、防止棉针织物出现褶皱折痕的具体措施,为棉针织物染整加工过程中尺寸稳定和布面效果提供了参考依据。 棉染整加工常见质量问题 棉针织物在染整加工过程中常出现的质量问题表现为4个方面: 1.染色、印花中易出现色花、色差、色牢度不良等问题; 2.纤维损伤程度较大; 3.织物缩水率较高、尺寸稳定性较差; 4.布面褶皱折痕现象严重和摩擦毛羽较多,即布面效果差。 经过染料和助剂化工工作者和染整工作者的共同努力,与染色相关的问题和纤维损伤较重的问题,已得到了较好的解决,但棉针织物尺寸稳定性差和布面效果差(表现为褶皱折痕和毛羽)的问题,长期以来未得到好的解决,本文将对棉针织物缩水的原因、防缩技术和棉针织物出现褶皱折痕的原因及其克服方法进行探讨。 缩水和布面褶皱折痕产生原因 1.棉针织物缩水原因 衡量织物缩水程度的缩水率,是用滚筒式洗衣机洗涤即织物在水中以完全松弛状态自由收缩的结果,不仅是经过染整加工后的光坯布和成衣在松式洗涤时会缩水,刚编织完的针织坯,在完全松弛状态下用水浸渍时,也会出现尺寸收缩现象,即缩水。针织物用水洗涤或在水中进行松弛处理的收缩过程,是由纤维收缩、纱线收缩和织物结构收缩共同完成的。 1.1纤维缩水 在纺纱、纺丝(化学纤维)、织布和拉伸力较大的染整工序中,纤维会因外力拉伸而伸长并在纤维内形成内应力,而在拉伸状态下的干燥作用和纤维间的抱合力、纱线间的交织阻力作用,会使该伸长状态和内应力暂时固定;在用水或水蒸汽处理时,水分子会削弱纤维大分子链段之间的作用力,降低大分子链段的回缩位垒,在内应力的作用下,纤维将发生收缩。 长丝织物、捻度较小的纱织物和再生纤维素纤维织物,在染整湿加工(如练漂和染色)中,纤维容易受到外力拉伸而伸长,会产生较大的缩水率;棉针织物,其练漂、染色过程如果采用的是松式加工方式,纤维将不会受到拉伸,因纤维原因造成的缩水率很小,但如果采用的是拉伸张力较大的加工方式,将会产生较大的纤维缩水率。必须要重视的是,被外力拉伸而产生的纤维形变,会因纤维间的抱合力和纱线间的交织(线圈套结点)阻力而难以恢复,因此要注重对棉针织物练漂和染色过程中拉伸外力的控制。 1.2纱线缩水 纱线缩水来自两个方面:纤维的吸水溶胀和纱线受外力作用产生的伸长。 首先,纤维在水中吸水溶胀会导致纱线长度收缩,溶胀性越大的纤维织物,由此引起的缩水率越大。几种纤维素纤维的溶胀性能见表1。
纤维溶胀使得纱线有效直径增大,不能伸长甚至有所变短(可用纤维绕纱轴行程衡量)的纤维在不可能发生纱线解捻的情况下,只能通过降低沿纱轴行程(由Ll变为L2)来调整在纱线中的位置和姿态,使纱线缩短。 另外,在染整湿加工过程中过大的拉伸外力作用或拉伸外力不是过大但长时间连续不断地作用于织物,致使织物没有松弛回缩机会,必然会导致纱线伸长、纱线捻度降低的现象,而湿加工中的水,会对纤维素纤维纱线起到定捻作用。 自由状态的纱线,这种拉伸可以完全回缩,但织物中的纱线,由于纤维之间的抱合力和纱线之间的交织阻力作用而难以恢复,若只通过超喂拉幅、橡胶毯预缩等整理方法是难以回缩的,但在滚筒洗衣机中或在可使织物得到完全松弛水处理的过程中,通过纤维溶胀被拉伸的纱线可以回缩。 1.3 织物缩水 棉纤维在水中吸水溶胀,除了会引起纱线结构的变化还会引起针织物线圈结构的变化。 首先,纤维溶胀使纱线有效直径增大,在纱线不能退捻且纱线本身又缩短的情况下,在线圈套节点处,只有通过增大线圈宽度、缩短线圈高度或缩小圈柱间距,来调整针织线圈的三维空间状态,这一过程可能会导致织物纵向和横向共同收缩(b1 a或b1 >b,a1 另外,易拉伸变形的针织物在练漂和染色等湿加工过程中,即使是在较小的外力拉伸下线圈也易产生较大的形变,常表现为线圈高度增大和线圈宽度缩小,棉针织物在湿态下的这种形变,由于织物线圈套结点处纱线交织阻力和纤维间抱合力的作用而难以恢复,这将给织物造成更大的缩水空间。 还必须要重视的是,与纱线在湿加工中外力拉伸造成的织物变形程度相比,线圈被拉伸而造成的织物形变程度会更大,因为当针织物纵向或横向受外力拉伸时,首先表现为线圈高度或宽度的增大,其次才是纱线被拉伸,再次便是纤维被拉伸。当然,外力拉伸造成线圈拉长带来的织物伸长量虽然较大,但通过适当的后整理技术(如超喂伸幅、橡胶毯预缩),比较容易回缩。 棉针织物(单面)产生褶皱折痕的原因 棉针织物特别是单面针织物,在染整加工过程中极易产生经后整理无法消除的看似是褶皱折痕的现象,严重影响到织物的布面外观效果。这一现象产生的根本原因,也与纤维的溶胀紧密相关。 棉纤维溶胀必然会引起纱线结构和线圈结构的变化,纱线结构的变化表现为纱的变粗、缩短和捻度增大,线圈结构的变化表现为圈弧增大和圈柱缩短或圈柱间距缩小,这两种变化的结果导致织物收缩致密。由于纱线交织阻力和纤维间抱合力对织物组织结构的约束,尽管纤维溶胀过程是可逆的,但已收缩致密的织物形态不会因纤维形态的恢复而复原。 织密稀松的单面棉针织原坯布,在进行初次湿加工(如练漂)时,如果织物受到了不规则外力作用(大小不一、方向任意),如织物绳状运行、压辊挤压、染色机喷嘴挤压、织物本身堆布挤压等,在纤维还未溶胀或溶胀效果还很差的时候,由于纤维抱合力较差、纱线交织阻力较小,纱线结构(表现为捻度)和织物结构(表现为套结点的三维空间)会产生不均匀的变化,这样织物因纤维溶胀发生的收缩致密效果也将是不均匀的,而这种织物密度不匀、套结点三维空间有异样的效果,却会因溶胀收缩后已经大大增高了的纤维抱合力,和纱线交织阻力的作用而无法复原,于是就形成了看似是褶皱折痕的现象。双面针织物,因为织物组织结构原因,其坯布状态时就具有了相当高的纱线交织阻力和纤维抱合力,在初次湿加工(如练漂)时,织物不易因不规则外力作用而发生不均匀收缩现象。 因为棉针织物的初次湿加工工序大多为练漂,又普遍是使用染色机进行绳状练漂,所以许多染整厂就错误地认为,单面棉针织物出现后整理无法消除的褶皱折痕是由绳状练漂造成的,只有采用平幅练漂方能克服。 棉针织物防缩技术 棉针织物缩水来自三个方面,即纤维缩水、纱线缩水和织物(线圈)缩水,而且都与织物拉伸张力有关,因此,防缩方法和技术可采取以下四个途径: a.尽可能地减小棉针织物在湿处理加工过程中的拉伸外力; b.在练漂和染色前,对坯布进行松弛湿处理,使织物充分地收缩致密; c.采用丝光处理; d.在练漂、染色和印花后,进行强迫回缩的防缩技术整理。 1.减小拉伸张力的练漂、染色和水洗技术 针织物易拉伸变形的特点,给控制练漂、染色和水洗等过程中织物拉伸张力带来了很大难度,这也是针织物连续化练漂和染色技术发展缓慢的重要原因,用喷射染色机等间歇式染色机进行练漂、染色及其水洗等全过程的优点之一,就是织物松弛效果好,易于控制织物的尺寸稳定性和密度(单位面积的质量)。 这种良好的松弛效果,来自织物在运行过程中可以不断地得到松弛的松弛区和只要对织物施加很小张力就可使织物快速运行的低张力拉伸区。 棉针织物的连续化练漂、染色及水洗方法,也可参照松式染色机的这种工作原理,实现全松式技术. 其中的连续化水洗单元机,采用叶片转鼓式结构,织物的松弛程度好于喷射染色机,而且能用于筒状、开幅和缝边成筒3种状态的针织物. 2.棉针织物水中松弛预处理技术 结构较为稀松的棉针织坯布,可在水中松弛浸渍,通过纤维溶胀使织物收缩致密,由于纤维间的抱合作用和纱线间的交织作用,致密后的织物结构具有相当好的稳定性,在后续加工过程中,只要是拉伸外力较小,或即便是拉伸外力较大但作用时间很短且又能及时地得到在水中松弛的机会(如喷射染色机),织物不会产生较大的形变,更不会产生后整理消除不了的拉伸形变。用间歇式松式染色机进行练漂加工能获得良好的尺寸稳定性,其原因就是棉针织坯布在染整全过程的第一步湿加工中就得到了松弛预处理,而有些连续化练漂设备加工的产品尺寸稳定性不佳,其原因除了练漂后连续化水洗机对织物拉伸张力较大或连续拉伸时间过长外,还与坯布经历的第一步湿加工是在拉伸状态下进行的有关。 3.丝光 丝光是降低棉织物缩水率、提高尺寸稳定性非常重要的技术。首先,丝光会使棉纤维发生不可逆溶胀,丝光棉织物在水洗时,因为棉纤维溶胀程度大大减小,所以缩水率大幅度降低;另外,丝光会使棉纤维大分子链段发生重排,可较好地消除纤维中内应力,更有利于提高织物的尺寸稳定性。 值得一提的是,当下有许多工厂采用坯布丝光,因为表皮丝光现象较为严重,丝光能提高织物尺寸稳定性的功能不能得到充分体现,若采用练漂后丝光,这一问题便可得到解决;有的工厂采用双丝光工艺,即进行棉纱丝光+坯布丝光的两次丝光,织物获得了良好的尺寸稳定性,其中对布的丝光实际上就是采用了练漂后丝光,双丝光获得的效果,并不是两次丝光效果的叠加。 4.防缩后整理技术 棉针织物在经历湿态的和干态的各种染整工序中,织物拉伸变形是在所难免的,需要通过适当的后整理工序加以改善。其中防缩整理主要有两种方法。 4.1纵向超喂和横向伸幅 在棉针织物纵向受到拉伸变长的同时,往往也会带来横向的收缩,最为直接的降低纵向缩水率、提高尺寸稳定性的方法,就是纵向适当超喂同时横向伸幅。开幅织物用针铗链拉幅,筒状织物用长撑板扩幅,同时要求织物中含一定量的水分,可通过浸轧水(可结合整理液)或喷水蒸汽的方法实现。 这种纵向超喂和横向伸幅的整理方法,降低织物缩水率的程度是有限的,因为纱线交织阻力作用,纵向超喂的量要完全靠横向伸幅来消掉是有难度的,有时可能会导致因为横向缩水率过大或织物密度(单位面积的质量)过小。 4.2强迫回缩整理 强迫回缩整理,是指在不要求织物横向伸幅甚至允许变小的情况下,设法使织物的纵向长度变小。 目前最为有效的方法是:橡胶毯预缩整理机防缩技术,该方法也是机织物防缩整理早已普遍采用的方法。 棉针织物防褶皱折痕技术 防止单面棉针织物产生后整理无法消除的褶皱折痕(可称之为死褶)现象的有效步骤,是对棉针织坯布进行的第一步湿处理工序。 具体方法有三种: 方法1 在织物受到不规则拉力和压力作用前,使其以完全松弛状态浸渍于水中,通过纤维溶胀使织物自由均匀地收缩;经均匀收缩致密的织物,会因纤维间抱合力和纱线间交织阻力的作用而相对稳定地固定下来,在后续加工中不会因压力或拉力(适当大小的)的作用而产生死褶。如多功能全松式连续化练漂机,坯布经过的第一个单元是能使织物以完全松弛状态浸渍于水中的松弛防褶机,织物在此中通过纤维溶胀自由均匀地收缩。 方法2 在织物受到不规则拉力和压力作用前,对其进行有规则的和适当大小外力作用下(包括横向和纵向)的湿加工,这种情况下因纤维吸水溶胀引起的织物形态变化,是均匀而有序的。有一些用于开幅针织物平幅加工的低张力连续化练漂机,就是利用这一方法来防止产生褶皱的。 方法3 在织物受到不规则拉力和压力作用前,对其进行在有规则外力作用下的纤维不可逆溶胀处理,这一过程就是丝光。丝光后的棉针织物,在绳状练漂和染色过程中,不会产生所谓的死褶,丝光棉织物尺寸稳定性高的原因也在于此。 注意 棉针织物缩水和单面针织物“褶皱折痕”,这两种现象产生的原因有共同之处,都与棉纤维的溶胀性能有关,都与织物在练漂、染色和水洗等湿加工中所受到的外力有关,这也是本文把棉针织物尺寸稳定和布面效果归纳在一起来写的原因。 如何提高棉针织物的尺寸稳定性以及获得良好的布面效果(无褶皱折痕、无摩擦毛羽等),是长期以来针织行业关注的课题,为此也研究和确立了许多工艺技术以及研制了相关设备,但始终没有得到很理想的效果,依然存在着尺寸不够稳定和布面褶皱折痕严重等现象。 从过去的相关技术看,更多的是注重了松式加工过程,如用间歇式松式染色机(多为绳状喷射染色机)进行练漂、染色和水洗的全工艺流程和使用松式热风烘干机烘燥织物等,虽说织物尺寸稳定性得到了一定程度的改善,但带来的问题是布面褶皱折痕、摩擦毛羽现象的加重和水、电、汽消耗量大幅度增大以及产品质量不稳定等;平幅连续化练漂技术和平幅染色技术近些年受到了重视,但其使用的设备大多为紧式连续化方式,虽然能获得平整的布面效果,但存在着织物缩水率较大或单位面积重量(克质量)较轻的现象。 由此可见,要想获得最为理想的尺寸稳定性和布面效果,仅是注重以上的“松式加工”和“平幅加工”是不够的,还必须要注重以下三点: 第一,重视在对棉针织坯布进行第一次湿处理过程中由于纤维吸水溶胀引起的织物形态变形以及由此带来的对织物尺寸稳定性和布面效果的影响。最佳的方法是,织物以完全松弛状态置于水中,通过纤维溶胀使织物自由均匀地收缩致密,这样既能获得良好的尺寸稳定性又能保证平整的布面效果。 第二,重视可使棉纤维发生不可逆溶胀的丝光工序对棉针织物的“定形”作用。经过丝光处理的棉针织物,不仅尺寸稳定性高,而且再大的外力(压力或拉力)也不会使织物产生褶皱折痕。 第三,重视防缩后整理技术。“超喂防缩技术”(超喂扩幅、超喂烘燥、超喂压光等)不是防缩技术的全部内容,一些成熟的棉机织物防缩技术如橡胶毯预缩机防缩技术等,应该在针织物防缩整理中推广应用。
(来源:印染人)
声明:凡于本网文章前标有“CTEI网讯”之文章即表示为本网原创、编译、第一信息源、第一媒体合作方等,如需转载请务必标注文章来源自“中国纺织经济信息网 www.ctei.cn”,本网保留法律权利。
|
|
|