|
|
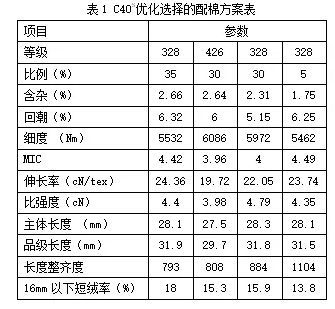
随着高速喷气织机生产速度的不断提高,纱线强力成为影响织布生产效率的重要因素,提高纱线强力以适应高速织机生产的需要成为纺纱企业的重要任务。改善成纱强力是一个系统工程,应从合理配棉、提高前纺半制品质量、改善半制品与成纱内部纤维排列结构、提高细纱条干以及合理选择捻系数等方面入手。 一、合理选配原料 在原棉马克隆值正常的情况下,用品质长度长、长度整齐度好的原棉,成纱相对条干好、强力高,单纱强力不匀率低,原棉细度细,成纱截面包含的纤维根数多,成纱强力高,单纱强力不匀率小。表1为C40S优化选择的配棉方案表。 二、提高原料混合均匀度 (1)合理设计棉包排列图。 (2)保证棉包松紧基本一致,回花、扯断的回条要打包使用,放置在圆盘内圈。 (3)削高嵌缝,使抓棉机能抓到每一部分。 (4)一盘原料快抓完时,要将底层稀散的原棉收集起来放入下一盘中。 (5)严格控制清梳联的重量不匀率,生条外不匀率控制在1.4%以内。 三、提高半制品质量 (1)头并并合数由原来的5并调整为6并,增大头并后区牵伸倍数,控制在1.85-1.9之间,以利于消除前弯钩,提高纤维的分离度、平行度、伸直度、改善条干均匀度,以提高单纱强力。 (2)在保证细纱不出硬头的前提下适当加大粗纱捻系数(设计为118),防止粗纱退绕时产生意外牵伸,增加须条进入细纱前区时的余捻。 (3)粗纱采用1.17倍的后区牵伸倍数。 (4)粗纱伸长率控制在1.2%之内。大中小纱伸长率差异控制在1.5%之内。台差控制0.5%之内,减少意外伸长。 四、提高细纱牵伸质量 (1)细纱后区牵伸倍数由原来的1.2倍调整为1.17倍,成纱条干、细节、平均强力和最低强力值都有所改善,见表2。
(2)成纱重量偏差控制在+0%~+1.5%。 (3)调整并统一龙带张力,消除不合格单锭,保证锭与锭之间的速度基本一致。 (4)消除转动不灵活的吊锭,细纱后区握持距调整至66mm。 (5)上下皮圈按一新一旧搭配,试用新型加长上销,试验结果见表3。
(6)加强温湿度管理,在干旱的和田地区,细纱车间温度应控制26.5-29.5度为宜,相对湿度控制在54-58%,细纱回潮率控制在6.5-7%左右,回潮率每增加1%,棉纱强力约增加10cN,为提高成纱强力,使车间各区域温湿度分布均匀、稳定,车间安装了精亚全自动空调系统,原棉分级室使用加湿器,保证原棉回潮在6.5-7.5%,增加棉纤维的延伸性、粘附性和摩擦性,从而增加棉纤维之间的抱合力和摩擦力,在提高成纱强力的同时,增加了经济效益。 五、结语 通过行之有效的质量攻关工作,我公司的C40S纱线强力提高了20cN,各项质量指标也有所改善,满足了客户的质量要求。 (来源:中国纱线网)
声明:凡于本网文章前标有“CTEI网讯”之文章即表示为本网原创、编译、第一信息源、第一媒体合作方等,如需转载请务必标注文章来源自“中国纺织经济信息网 www.ctei.cn”,本网保留法律权利。
|
|
|